Mastering Complexity: The Indispensable Role of ERP Systems in Modern Manufacturing
In an era defined by rapid technological advancements, globalized supply chains, and increasingly demanding customer expectations, manufacturing companies face a constant barrage of challenges. From optimizing production schedules and managing intricate inventories to ensuring quality control and navigating complex regulatory landscapes, the modern factory floor is a symphony of interconnected processes. Amidst this complexity, one technological solution has emerged as an indispensable tool for survival, efficiency, and growth: the Enterprise Resource Planning (ERP) system.
For manufacturing companies, an ERP system is not just a software application; it’s the central nervous system that integrates and streamlines every facet of their operations. It provides a unified platform where data from various departments converges, offering unprecedented visibility, control, and intelligence. This article will delve into the profound impact of ERP systems on manufacturing, exploring their core functionalities, tangible benefits, critical selection criteria, implementation challenges, and the exciting future they hold.
What is an ERP System for Manufacturing?
At its core, an ERP system is a suite of integrated software applications that an organization uses to manage day-to-day business activities such as accounting, procurement, project management, risk management, compliance, and supply chain operations. For manufacturing, this definition expands significantly to encompass specialized modules designed to handle the unique demands of production, inventory, quality, and shop floor management.
Unlike disparate systems that operate in silos, an ERP system breaks down departmental barriers, creating a single, authoritative source of truth. Imagine a system where a customer order immediately triggers a check on raw material inventory, schedules production based on available machine capacity, allocates labor, and updates financial ledgers—all in real-time. This holistic approach is what defines an ERP system in a manufacturing context.
The Imperative for ERP in Modern Manufacturing
The traditional manufacturing landscape, characterized by manual processes, spreadsheets, and disconnected departmental software, is simply unsustainable in today’s competitive environment. Manufacturers face several pressing challenges that ERP systems are uniquely positioned to address:
- Fragmented Data and Lack of Visibility: Without a centralized system, critical information about inventory levels, production schedules, sales orders, and financial performance is scattered across multiple systems or even physical documents. This leads to inaccurate decision-making, delays, and inefficiencies.
- Inefficient Production Processes: Manual scheduling, reactive maintenance, and poor resource allocation result in bottlenecks, increased downtime, and missed deadlines.
- Inventory Management Headaches: Overstocking ties up capital and leads to obsolescence, while understocking causes production delays and lost sales. Accurately tracking components and finished goods across multiple locations is a monumental task without integrated tools.
- Quality Control and Compliance: Ensuring product quality and adhering to industry-specific regulations (e.g., ISO, FDA) requires meticulous tracking, documentation, and auditing capabilities, which are difficult to manage manually.
- Supply Chain Disruptions: Global events, supplier issues, and fluctuating demand can wreak havoc on production if there’s no real-time insight into the supply chain.
- Cost Control and Profitability: Without a clear, real-time understanding of production costs, labor expenses, and overheads, manufacturers struggle to accurately price products and identify areas for cost reduction.
- Customer Expectations: Customers demand faster delivery, greater customization, and flawless quality. Meeting these expectations requires agile and responsive operations.
An ERP system directly tackles these pain points, transforming them into opportunities for optimization and competitive advantage.
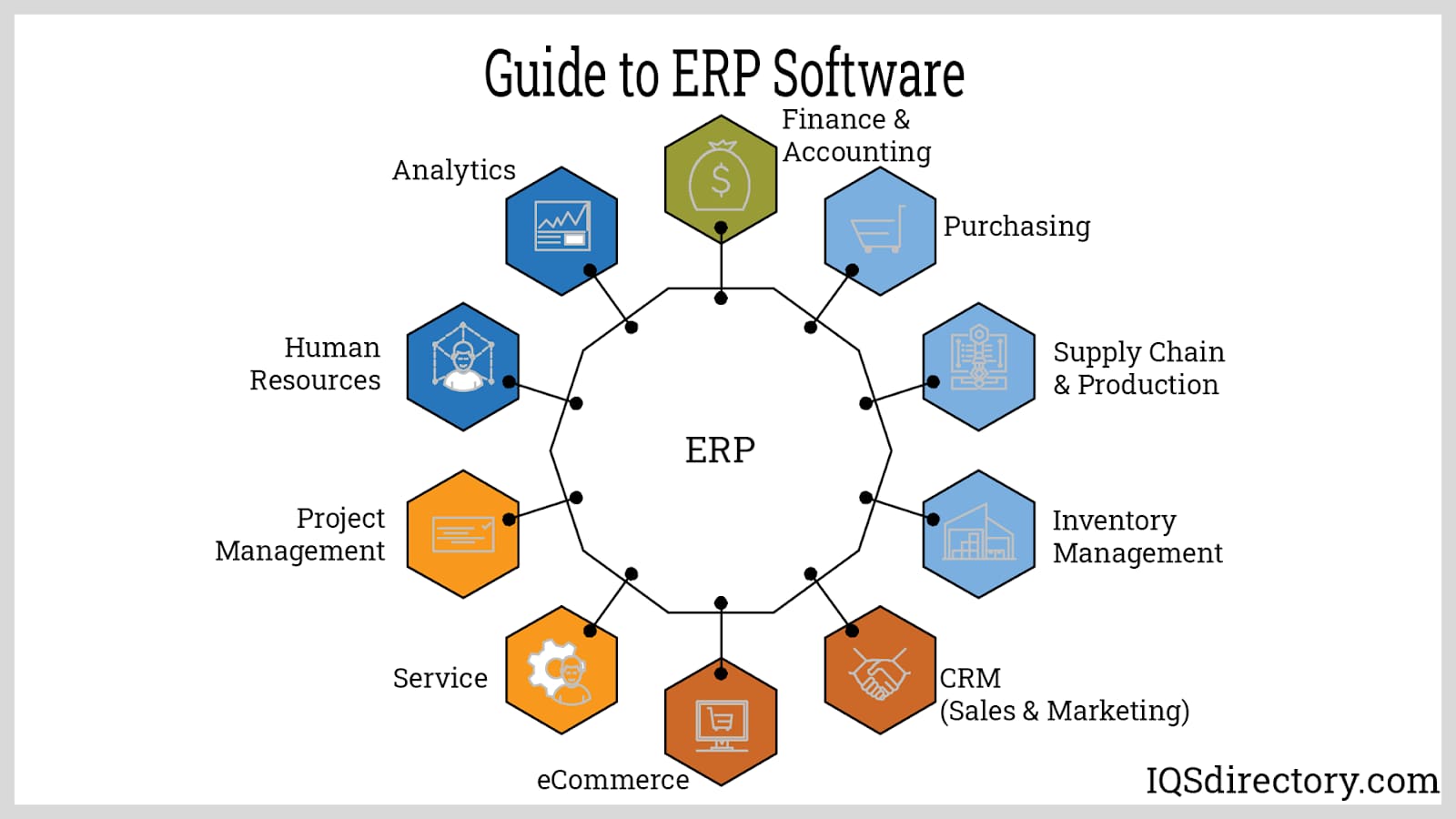
Core Modules of an ERP System for Manufacturing
A robust ERP system tailored for manufacturing typically includes the following integrated modules:
-
Production Planning & Scheduling (MPS & MRP):
- Master Production Schedule (MPS): Determines what to produce, when, and in what quantities, based on demand forecasts and sales orders.
- Material Requirements Planning (MRP): Translates the MPS into detailed plans for raw materials, components, and sub-assemblies, including purchasing and production orders. It ensures materials are available when needed, preventing shortages and optimizing inventory.
- Capacity Requirements Planning (CRP): Assesses whether sufficient machine and labor capacity exists to meet the production plan.
-
Inventory Management: Tracks raw materials, work-in-progress (WIP), and finished goods across all locations. Features include lot tracking, serial number tracking, cycle counting, inventory valuation methods (FIFO, LIFO, average cost), and automated reorder points.
-
Shop Floor Control: Provides real-time visibility into production activities. It manages work orders, tracks machine utilization, monitors labor efficiency, and collects data on production progress, scrap rates, and rework.
-
Quality Management: Facilitates the implementation of quality standards and processes. This includes inspection planning, quality data collection, non-conformance reporting, corrective and preventive actions (CAPA), and full traceability from raw material to finished product.
-
Supply Chain Management (SCM): Integrates procurement, logistics, and vendor management. It helps manage supplier relationships, automate purchase orders, track inbound shipments, and optimize outbound logistics.
-
Sales & Order Management: Handles customer orders from quotation to fulfillment. It includes order entry, pricing, configuration (for custom products), order promising, and sales forecasting.
-
Financial Management: The backbone of any ERP, this module manages general ledger, accounts payable, accounts receivable, fixed assets, budgeting, and cost accounting. It provides real-time financial reporting and analytics.
-
Product Lifecycle Management (PLM) Integration: While sometimes a separate system, close integration with PLM allows for seamless management of product data, engineering changes, bills of material (BOMs), and routings from design to end-of-life.
-
Reporting & Business Intelligence (BI): Provides powerful analytical tools, dashboards, and custom reports to turn raw operational data into actionable insights for strategic decision-making.
Tangible Benefits of ERP for Manufacturing Companies
Implementing an ERP system can yield a multitude of benefits that directly impact a manufacturing company’s bottom line and competitive standing:
-
Enhanced Operational Efficiency:
- Streamlined Workflows: Automates repetitive tasks, reduces manual data entry, and eliminates redundant processes.
- Reduced Waste: Optimizes resource utilization, minimizes scrap, and improves energy efficiency through better planning.
- Faster Production Cycles: Improved scheduling and shop floor control lead to quicker throughput and reduced lead times.
-
Improved Planning and Scheduling Accuracy:
- Optimized Resource Allocation: Ensures machines, labor, and materials are used effectively, preventing bottlenecks.
- Accurate Demand Forecasting: Integrates sales data and historical trends to provide more reliable forecasts, leading to better production planning.
- On-Time Delivery: Higher predictability in production schedules translates to improved delivery performance and customer satisfaction.
-
Better Inventory Management:
- Optimized Stock Levels: Reduces overstocking (lowering carrying costs) and prevents understocking (avoiding production delays).
- Real-time Visibility: Accurate, up-to-the-minute data on inventory across all locations.
- Improved Traceability: Essential for quality control, recalls, and regulatory compliance, allowing tracking of components and finished products.
-
Superior Quality Control and Compliance:
- Standardized Processes: Enforces consistent quality checks at every stage of production.
- Comprehensive Traceability: Provides an audit trail for materials, processes, and products, crucial for industry regulations.
- Reduced Rework and Returns: Proactive quality management minimizes defects and customer complaints.
-
Greater Financial Control and Visibility:
- Accurate Costing: Provides precise data on labor, material, and overhead costs, enabling better pricing and profitability analysis.
- Real-time Financial Reporting: Offers an immediate snapshot of the company’s financial health.
- Improved Budgeting: Data-driven insights support more accurate financial planning and forecasting.
-
Data-Driven Decision Making:
- Powerful Analytics: Transforms raw data into actionable insights through customizable reports and dashboards.
- Predictive Capabilities: Advanced analytics can identify trends, forecast potential issues, and support proactive decision-making.
-
Enhanced Customer Satisfaction:
- Accurate Order Fulfillment: Reduces errors in order processing and ensures products are delivered as promised.
- Faster Response Times: Real-time data allows sales and customer service to provide immediate updates on order status and delivery.
- Improved Product Quality: Consistent quality leads to happier customers and stronger brand loyalty.
-
Scalability and Adaptability:
- Supports Growth: ERP systems are designed to handle increasing volumes of data and transactions as the company expands.
- Agility: Allows manufacturers to quickly adapt to market changes, introduce new product lines, or pivot strategies.
Choosing the Right ERP System: Key Considerations
Selecting an ERP system is a significant strategic investment that can make or break a manufacturing company’s future. The decision should not be taken lightly. Here are crucial factors to consider:
-
Industry-Specific Functionality: Generic ERPs often fall short. Look for systems designed specifically for manufacturing, with robust features for MRP, shop floor control, quality management, and complex BOMs. Even better, consider solutions tailored to your specific manufacturing sub-sector (e.g., discrete, process, make-to-order, make-to-stock).
-
Scalability: Choose a system that can grow with your business, accommodating increased data volumes, new users, additional locations, and evolving business processes.
-
Deployment Options:
- On-Premise: Software is installed and managed on your company’s servers. Offers maximum control but requires significant IT resources.
- Cloud-Based (SaaS): Hosted by the vendor and accessed via the internet. Offers lower upfront costs, easier maintenance, and greater accessibility, but less customization control.
- Hybrid: A mix of both, combining the benefits of on-premise for critical data and cloud for flexibility.
-
Integration Capabilities: The ERP system must seamlessly integrate with existing critical systems (e.g., CAD/PLM, CRM, specialized MES) to avoid creating new data silos.
-
Total Cost of Ownership (TCO): Beyond initial licensing/subscription fees, consider implementation costs, customization, training, ongoing maintenance, support, and potential hardware upgrades.
-
Vendor Reputation and Support: Research the vendor’s track record, industry expertise, customer support quality, and commitment to future development. A strong partnership is vital.
-
User-Friendliness and Adoption: A powerful system is useless if employees can’t or won’t use it. Prioritize intuitive interfaces and ensure the vendor offers comprehensive training.
-
Customization vs. Configuration: Understand the difference. Configuration involves setting parameters within the system’s existing framework. Customization involves modifying the core code, which can be expensive, complex, and make future upgrades difficult. Aim for a system that can meet most of your needs through configuration.
Implementation Challenges and Best Practices
Implementing an ERP system is a complex undertaking, often likened to changing the tires on a moving vehicle. While the benefits are immense, manufacturers must be prepared for potential challenges:
Challenges:
- Resistance to Change: Employees accustomed to old ways may resist new processes and technology.
- Poor Planning and Scope Creep: Lack of clear objectives, inadequate planning, and uncontrolled feature requests can lead to project delays and budget overruns.
- Data Migration Issues: Transferring large volumes of historical data from old systems to the new ERP can be complex, time-consuming, and prone to errors.
- Budget Overruns: Unforeseen costs for customization, training, or integration can exceed initial estimates.
- Lack of Internal Expertise: The project team may lack the necessary skills or time to dedicate to the implementation.
Best Practices for Successful Implementation:
- Strong Leadership and Executive Buy-in: Top-down support is crucial for driving adoption and overcoming resistance.
- Clear Objectives and Scope Definition: Define what you want to achieve with the ERP and stick to it.
- Dedicated Project Team: Assemble a cross-functional team with representation from all key departments, led by an experienced project manager.
- Thorough Planning and Phased Approach: Develop a detailed project plan, including timelines, milestones, and responsibilities. Consider a phased rollout to minimize disruption.
- Comprehensive Training and Change Management: Invest heavily in training for all users. Develop a change management strategy to address concerns, communicate benefits, and foster adoption.
- Data Cleansing and Migration Strategy: Cleanse and validate existing data before migration to ensure accuracy in the new system.
- Robust Testing: Conduct extensive testing of all functionalities, integrations, and reports before going live.
- Post-Implementation Support: Ensure ongoing support from both the vendor and internal IT team.
The Future of ERP in Manufacturing
The evolution of ERP systems is inextricably linked to the broader trends in manufacturing, particularly Industry 4.0. The future of ERP will see even deeper integration with:
- Internet of Things (IoT): Real-time data collection from sensors on machinery, equipment, and products, feeding directly into the ERP for predictive maintenance, process optimization, and enhanced quality control.
- Artificial Intelligence (AI) and Machine Learning (ML): AI will power more sophisticated demand forecasting, optimized production scheduling, intelligent inventory management, and predictive analytics to anticipate potential issues before they arise.
- Big Data Analytics: ERP systems will leverage vast datasets to uncover deeper insights into operational performance, supply chain risks, and market trends.
- Cloud-Native Solutions: Increased adoption of cloud-based ERPs will offer greater flexibility, scalability, and accessibility, reducing IT overheads.
- Digital Twins: Creating virtual replicas of physical assets, processes, or entire factories, which can be managed and optimized through the ERP for simulation and predictive modeling.
- Sustainability Features: ERPs will increasingly incorporate tools to track environmental impact, energy consumption, waste generation, and compliance with sustainability regulations.
Conclusion
In the relentless pursuit of efficiency, quality, and competitiveness, an ERP system is no longer a luxury but a fundamental necessity for manufacturing companies. It provides the integrated platform, real-time data, and intelligent tools required to navigate the complexities of modern production, optimize every process, and make informed strategic decisions.
While the journey of selecting and implementing an ERP system can be challenging, the rewards—from enhanced operational efficiency and reduced costs to improved customer satisfaction and agile adaptability—are transformative. By embracing ERP, manufacturing companies can not only survive but thrive, positioning themselves for sustainable growth and leadership in the ever-evolving global market. Investing in the right ERP system is investing in the future of your manufacturing enterprise.